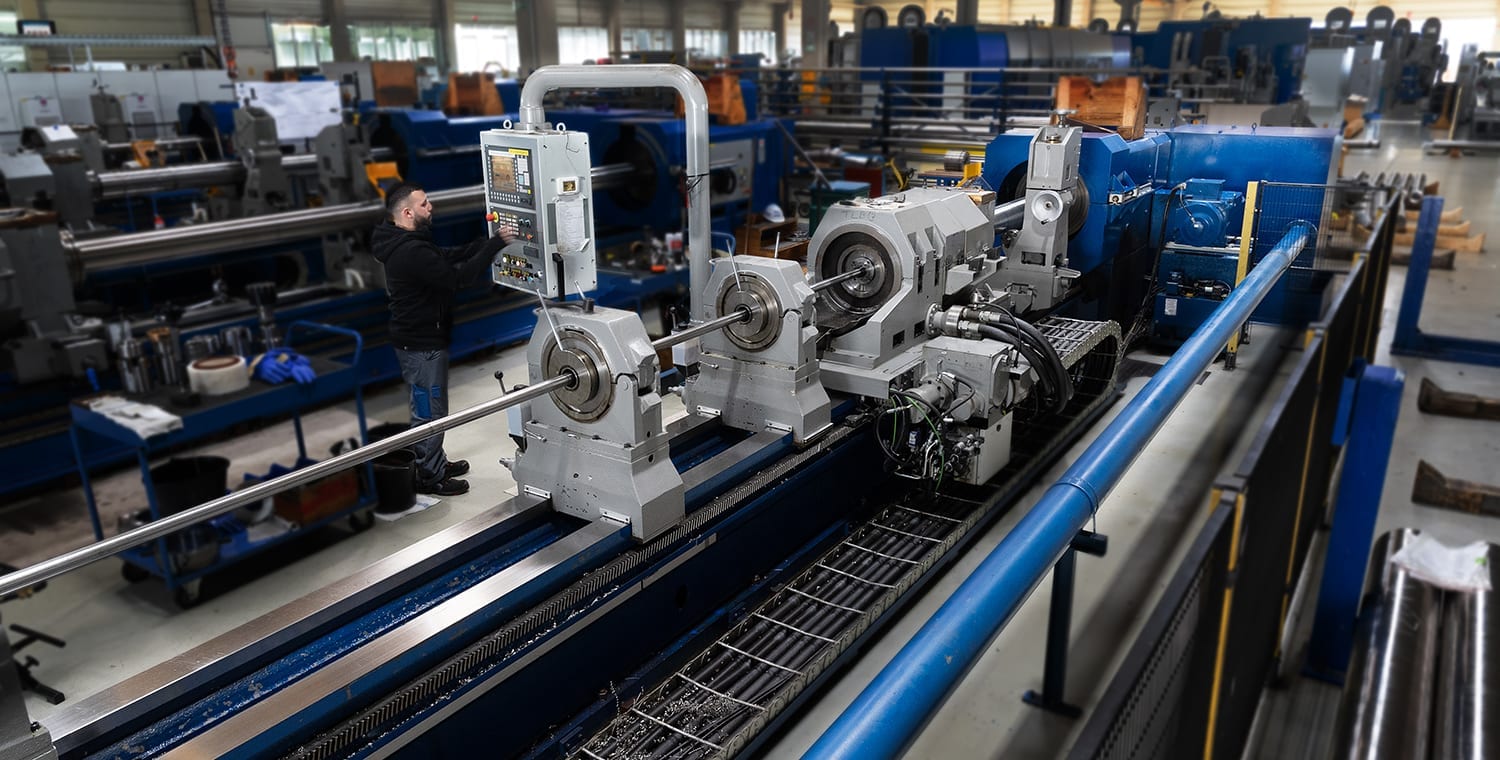
With this metalworking method, we drill centric and eccentric holes with maximum precision up to a drilling depth of 36 ft on special deep drilling machines.
Special drilling operations such as step drilling, contour drilling, peeling, reaming and roller burnishing are possible as finishing processes over the entire drilling depth. CNC-controlled “bottle-boring” is also possible along the entire drilling depth.
Benefits
Special Deep Hole Drilling Method
- Peeling
- Contour drilling
- Roller-burnishing
- Bottle drilling (max 8 m deep from one side)
- Eccentric drilling
Materials
- Ferritic & austenitic steels
- Duplex & superduplex Steels
- Nickel & titanium alloys
- Bronze & copper alloys
BTA Deep Drilling – The Process
BTA drilling is a machining process for producing high quality deep holes with a large length-to-diameter ratio.
The drill heads are mounted on long drill pipes. The drill heads are equipped with replaceable carbide inserts and guide pads so that even demanding materials such as high-alloy steels can be machined. Due to the smoothing effect of the guide pads, a high surface quality can already be achieved during solid drilling, depending on the feed rate and material.
A cooling lubricant is supplied under pressure from the outside into the space between the bore wall and the drill pipe. The cooling lubricant not only cools and lubricates during machining, but also transports the chips away through the chip mouth (opening in the drill head) through the inside of the drill pipe.
Worth knowing: Deep drilling lexicon, BTA-System