Welding Processes
Schoeller-Bleckmann Oilfield Technology offers the following special processes:
This technology
enables welding
with low
melting volume
Used for repairing
drill holes in the
drill string with
a depth of up to 33 ft.
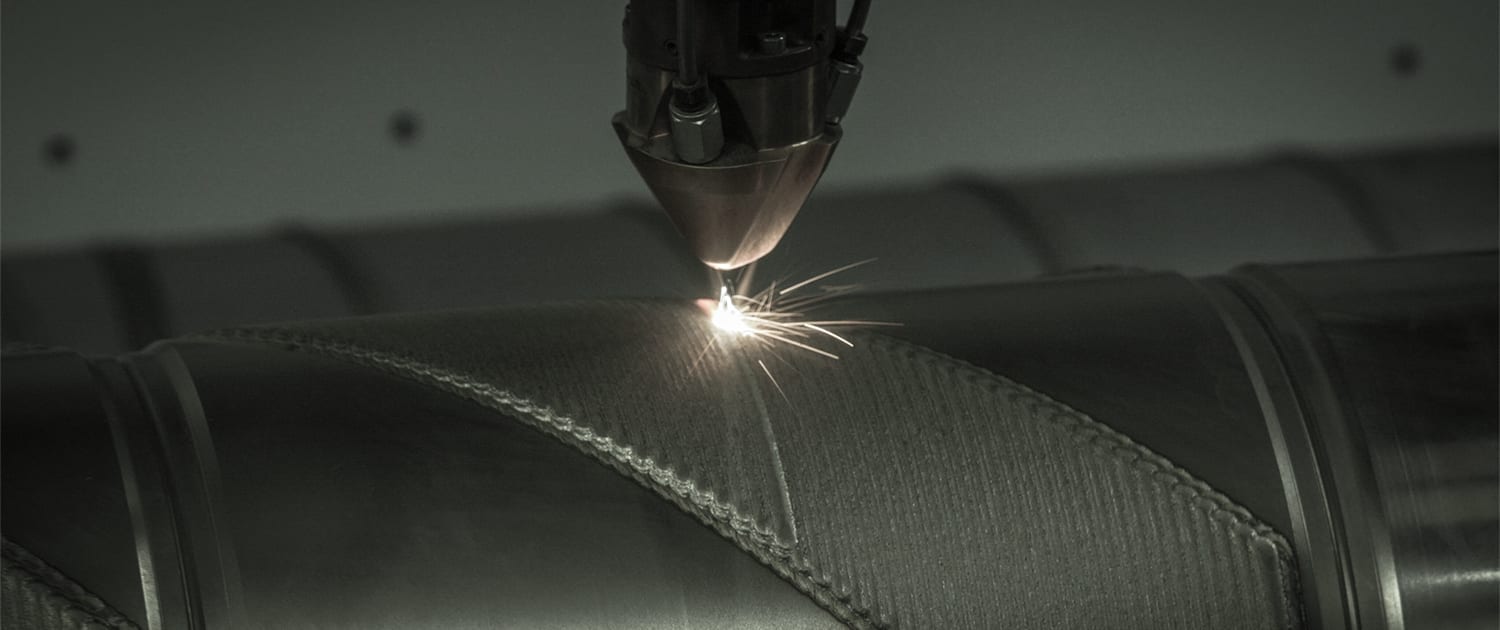
CNC controlled application
of several welding layers
using a 5-axis laser in order
to keep this area resistant to abrasion

Three 6-axis CNC laser welding machines are available for build-up welding on the inside and outside diameter. During this process, the base material and the powdery additive are melted by means of a laser beam to produce multiüöe layer wearing layers.
Both solid-state lasers and CO² lasers are available.
Technical data:
• maximum machinable length: 33 ft
• possible outside diameter 2 – 20 in
• possible inside diameter from 1,5 in
• multiple-layer coating systems according to customer requirements
• tungsten fused carbides in nickel matrix, cobalt alloy

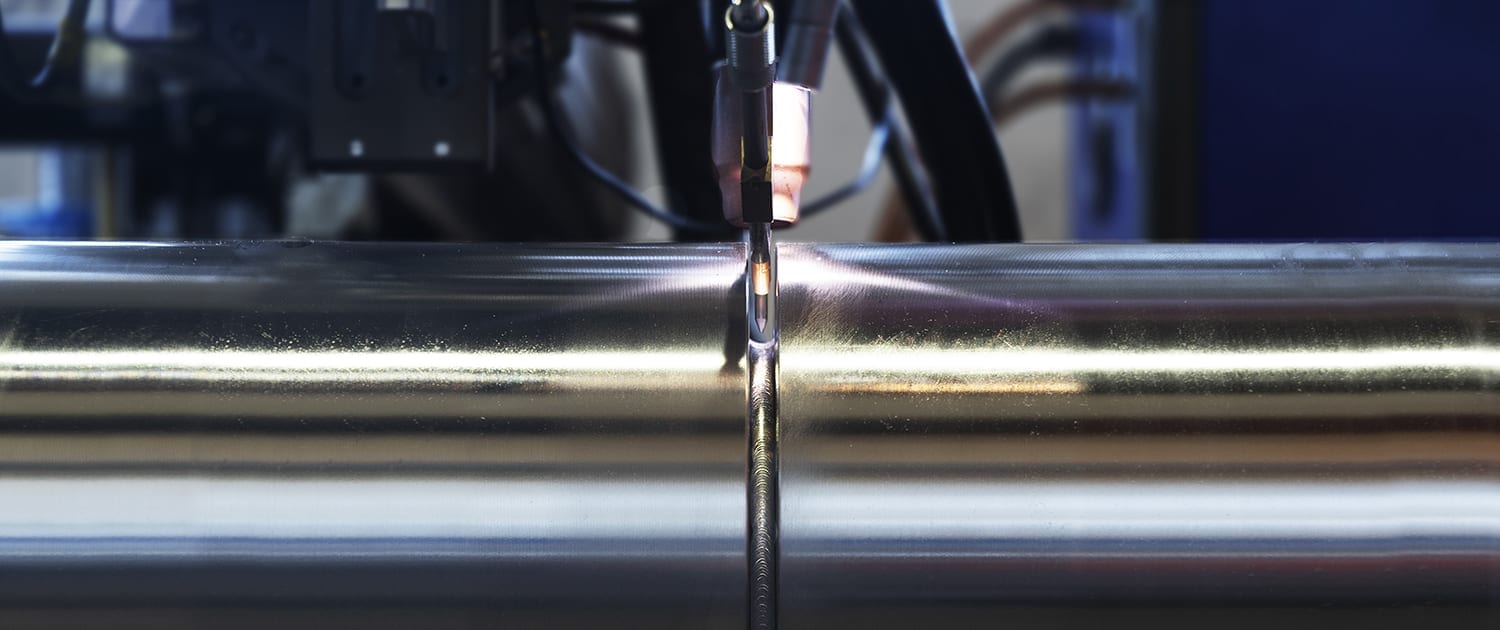
Narrow-gap welding is used both for repairing drill string parts and for new parts with special geometric requirements. The advantage of this technology lies in the low melting volume, which has a positive effect on welding quality and costs.
Technical data:
Possible component Ø: 4 – 20 in
• wall thickness: maximum 4,7 in
• filler metals: Fe-/Ni-based alloy types
• minimum welding gap angle of 1°

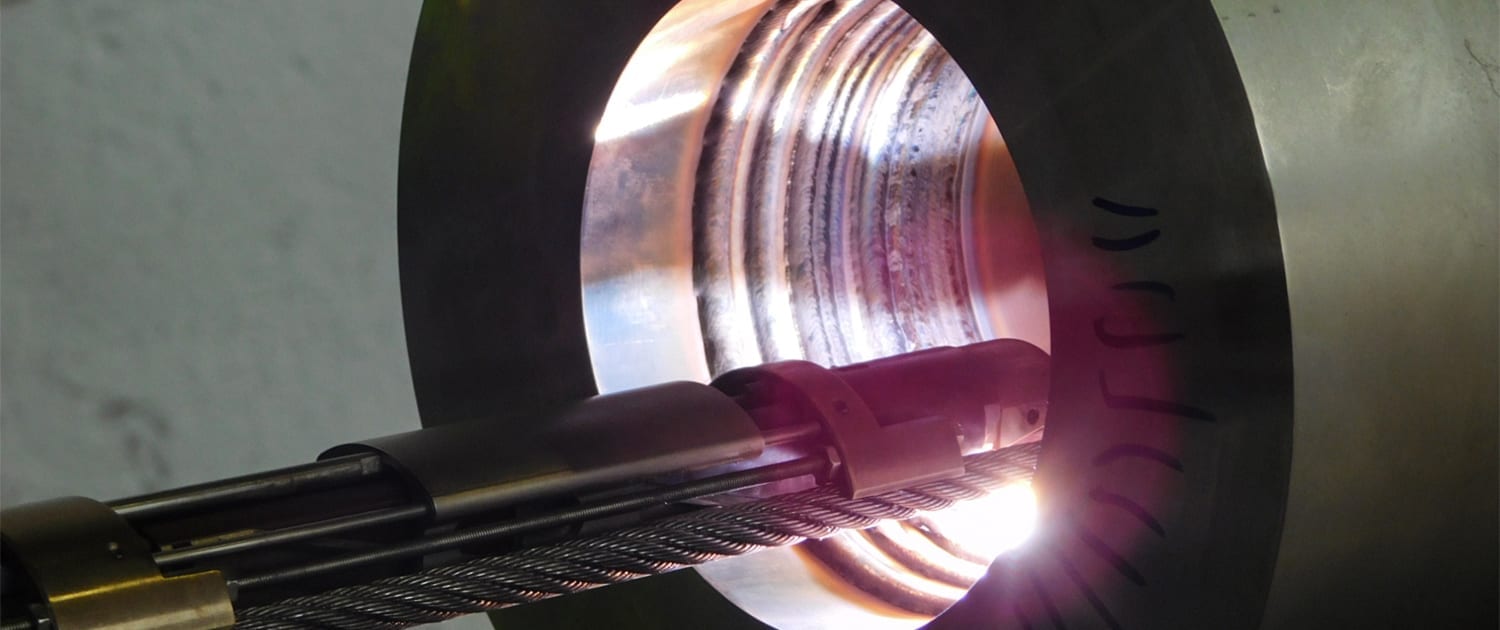
With this technology, the complete inner surface of a 10 m bore hole can be welded using the TIG process.
The material deposited is in accordance with customer requirements – in addition, repairs can also be carried out on components.
Technical data:
• diameter: Ø min. 2 in / Ø max. 7,9 in
• workpiece length: up to 4,7 in
• thickness of layer: ~0,08 in / multiple-layer welding possible
